

产品别名 |
管端成型机 |
面向地区 |
全国 |
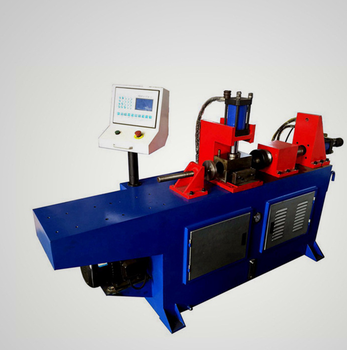
使用不同的模具可实现对管件进行扩口、缩口、缩管、鼓包、墩筋,并可根据用户要求决定采用手动、点动或自动加工。其主要由油箱、车身、滑块、主油缸、限位油缸、压紧油缸、移位油缸、轴向定位油缸及轴向定位触铁等零件组成。通过在主油缸回路上设置管式节流阀,从而可以调节主油缸的工作速度;在压紧油缸回路上设置叠加式液控单向阀,可以模具夹紧过程中不松动。
移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,可使工位转换方便、,从而可以确保管件加工质量。管端成形机被广泛用于管件接通、汽车油管、水管、空调管等连接部位的加工成形,是理想的管端成形加工设备。
圆管起鼓机可作管端缩径、鼓包、镦筋及其它形状的加工成型,适用管件接插、汽车油管、风管、水管、空调管连接部位各种形状的成型加工。产品特点:机床结构紧凑、坚固,采用机械动力,工作稳定,成品率高,振动小,噪音低。
弯管程式记忆容量1000组,每组多可编程16道弯曲。(可扩充)直接输入弯管加工参数,机器在自动运行时可单步执行、可暂停,以便弯曲特殊管件时可人工干预处理,也可恢复自动运行。同时具有暂停功能,具有自动、手动功能,一个循环之后运行下一个循环时用开关启动,需要急停时使用急停按钮。
具多项延迟参数设定值可针对各动作轴做适当之时间差设定以符合多种弯曲变化需求。具各按钮及电路输出/入板之自动检测功能,可轻易找出可能故障之位置。机器具备自动润滑系统,保护机器传动件,提高机器使用寿命。机器控制采用闭环控制。
适当的弯曲半径值,导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的R值为管子直径的2 3倍为好。适中的弯曲成形速度,弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器大弯曲速度的20%--40%为宜。
最近来访记录








