在使用地质钻杆时也需要了解,还有金刚石复合片钻头有着一定的相似之处,先地质钻杆大部分都会选择的合金钢管。所以就有着很出色的表现不容易会出现明显的顿挫等现象,表面再经过硬化处理后,选择的自动化加工设备,能够有效每一个产品的加工精度,和同类的产品相比,也会拥有着运行平稳的效果,抗弯的强度也比较高。
产品与钻头钻机的搭配
螺旋钻杆主要与手持式气动钻机、手持式乳化液钻机、气动架柱式钻机、架柱式乳化液钻机和各种小型液压钻机配套使用。
螺旋钻杆主要与手持式气动
ZQS-50/1.5 ZQS-50/1.6 ZQS-50/1.7 ZQSJ-65/2.5 ZQSJ-80/2.8 ZQSJ-90/2.4 ZQSJ-100/2.5
和气动架柱式钻机ZQJC-160/4.6 ZQJC-200/5.0 ZQJC-220/7.2 ZQJC-300/9 ZQJC-360/7.1 ZQJC-420/10等型号的小型气动、液压、乳化液钻机上配套使用。

产品工艺
螺旋钻杆主要采用冷装、热装、摩擦焊接等工艺,其中冷装工艺是指杆体两端内孔预先加工好内四方孔,然后一端将方钢穿入预先加工好的内四方孔进行钻焊点孔和销子孔进行固定,适用于所有螺旋钻杆,热装工艺是指杆体一端预先加工好内四方孔,另一端为将杆体加热后,方钢安装在夹具上将方钢直接压装在杆体内部,然后钻销孔压销子电焊,适用于F18、F24、F32。摩擦焊工艺可以适用于所有螺旋钻杆,当前,随着工艺的逐步提升,在螺旋钻杆中,摩擦焊工艺将逐步替代现有的冷装、热装工艺。
地质钻杆在导向、定向钻进时往往在受到较大拉力和扭力作用的同时,还受到弯曲力的作用。钻杆通过曲线段时,钻杆弯曲,弧线内侧受压应力作用,弧线外侧受拉应力作用。当钻杆在曲线段旋转时,杆体就受到拉压交变应力的作力,而钻孔曲率牛径越小刻槽钻杆交变应力就越大。研究表明这个交变应力达到一定值后,就容易使钻杆产生疲劳裂纹。钻杆刚开始产生的疲劳裂纹疲劳裂纹非常微小,肉眼很难发现,但疲劳裂纹发展速度快,表现为突然的脆性断裂。试验,钻杆受交变应力作用而疲劳断裂是钻杆断裂失效的主要原因。
地质螺旋钻杆是在地质钻杆高扭矩性能的基础上,添加螺旋叶片,提高排渣性能、深孔深度。
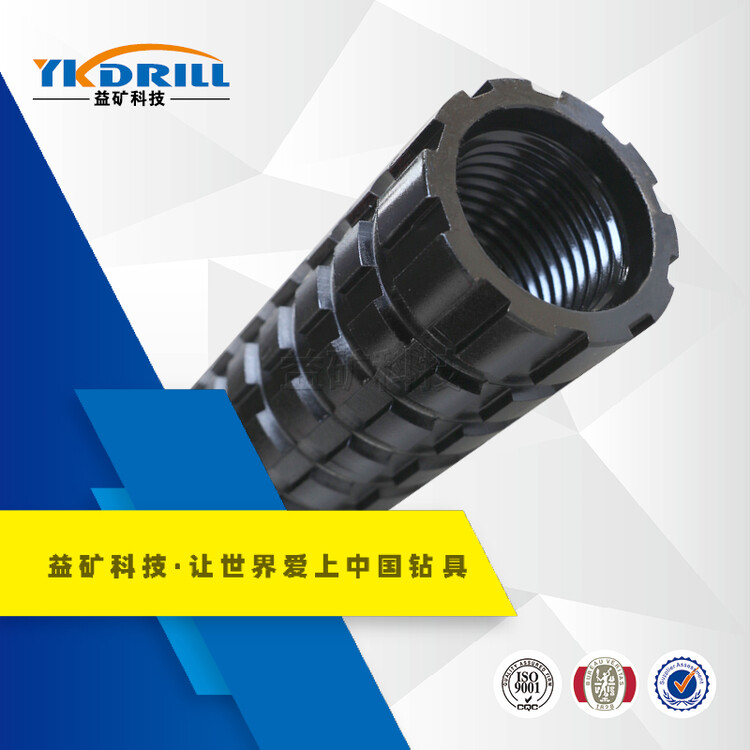
产品扣型
连接形式: 螺纹连接型、四方连接型、六方连接型
平扣: Φ34.0, Φ42.0, Φ50.0 (drill pipe diameter钻杆直径)
锥扣: Φ63.5, Φ73.0, Φ89.0 (drill pipe diameter钻杆直径)
四方连接型: F24、F.26、F30、F32
六方连接型: B34、B35、B41、B45、B55、B41-B42.5、B48-B49