

产品别名 |
缩管机 |
面向地区 |
全国 |
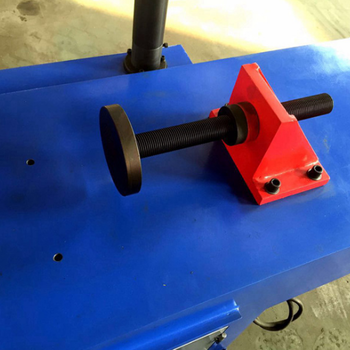
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。外边是一个活动的支架,上面安装一个合金模具。使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示支屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形机床由油箱、床身、滑块、主油缸、模具芯杆(选用).限位油缸、压紧油缸、夹紧模具及轴向定位油缸.轴向定位角铁等主要零件组成。缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型。
用堵头将枪头顶部堵住或装上胀杆组件试胀。将电源线接到缩管机上(三相四线,壳体接地)。加水:参见说明书中缩管机局部图,拔掉排水软管,旋下缩管机顶部盖子,从进水口向水箱加入纯净水,当排水软管排气后并流出水时,再插好排水软管,恢复原状,停止加水。
近期浏览