关键词 |
螺旋筋缠绕机,自动数控弯圆机,打圈机 |
面向地区 |
全国 |
产地 |
河北省邢台市任县 |
产地/厂家 |
海汇 |
品牌 |
邢台海汇机床有限责任公司 |
功率 |
切断5.5kw |
规格 |
螺旋筋缠绕机 自动数控弯圆机说明书 |
加工定制 |
是 |
适用对象 |
钢筋加工设备 |
所在地区 |
河北省邢台市邓桥工业区 |
自动化程度 |
全自动 |

位移螺旋筋缠绕机 自动数控弯圆机说明书故障的检修方法:
1.将万用表置20mA档
2.找到位移接线端子一拖一160号;一拖二160为A,162为B
3.拆开AI0端子上的160,将万用表串入其间,红接160线,黑接端子AI0
4.拉动位移杆,或移动反射板
观察万用表数值的变化:
位移回到底应4mA左右;位移拉到大为20mA左右;
4.1 若总是停在一个较大值而不变,是外部短路所致;查各接头处有无碰线或因雨水而致,其次查看位移线有无刺破;
4.2 若无电流(或小于4mA)且无变化,是外部断路所致;检查保险丝有无断开,相关各接头处有无脱焊,插接头是否接触不良,保险丝底座是否接触不良,位移线是否断开等。
4.3 若电流变化正常,在4-20mA内变化,而屏上显示位移一值为0(看标定界面的位移),则是采集模块损坏,需要更换;
4.4直接测量位移传感器,判断位移传感器是不是好的,对于二线制位移传感器如下图,位移传感器的1脚为接24V,3脚接蓝,串接一mA档万用表,抽拉位移传感器如果有4-20mA的变化是好的,否则坏的。

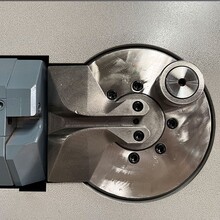
螺旋筋缠绕机 自动数控弯圆机说明书调试说明:
1. 请不要让钢筋出现死弯.
2. 适当调整纵、横调直轮,四个主动轮压紧力适当不宜过紧。
3. 直径成型:
a) 保持2轮与钢筋相切,1轮下压,直径变小,反之直径变大,注意点动观察,勿使钢筋头碰到任何部位,勿使刀块干涉直径成型。
b) 2轮下压也可微调直径,同时改变成型圆的中心位置,只作微调,不建议大幅度调2轮。
4. 螺距成型:
a) 钢筋通过1轮下弯成圆的同时受到刀体斜面的阻档向外撇,形成螺距螺距T调大:轮1远离操作者向内调;螺距T调小:轮1靠近操作者向外调;
b) 在轮1不动的情况下,刀体圆弧上调螺距变大,反之变小。
5. 刀体位置:
a) 松开刀体前面两个内六螺钉,刀体在轨道上可以左右移动,使定刀块靠近成型钢筋,这样切出的钢筋端部不变形,调好后固定刀体。
6. 螺距不均:
a) 成型钢筋没有紧贴刀体,靠三轮相错形成的螺距不稳定,因为轮有摆动会形成螺距半边大半边小,或一段大一段小甚至柱面不垂直轴心,不成型。
b) 钢筋虽紧贴刀体,但在U形槽斜面内,因钢筋局部弯曲而使之摆动,从而改变了外扛角,使螺距改变。
c) 钢筋有局部死弯,会使螺距或圆直径突然改变,因此合理放线是非常重要的,注意不要使放线时受到突然阻挡,形成死凹,对成型非常不利。
7. 成型圆忽大忽小伴随螺距突变,弯扭不成型
a) 钢筋没贴下刀体,轮摆动或出槽,摆动时螺距变,出槽时成型圆变,时而出槽(可半出槽)时而进就形成了忽大忽小。
8. 使用中出现的凝问:
a) 快慢速旋扭功能不明,无论是手动还是自动,逆时针转位(快速)均不能前进,顺时针转位(慢速)可以前进.
b) 手动,后退时快慢速需置左位(逆时针位)才可后退,置右位不可后退,这个快慢速意义到底是什么.
c) 内部电磁阀作用
电磁阀1,2管切刀;3,4管进退;5,6的原理是什么,调节柄又是干什么用的,哪个是调压力的,哪个是调流量的?
d) 按高经理所说,钢筋不碰刀体,1轮松螺距大,紧螺距小,用这个原理调不成,根本就不成型.
e) 即使现在用扛刀体的方法凑合着用,但是摩擦损耗很快,而且圈内的小轮发热很快.螺距仍不稳定.
f) 希望尽快前来指导,让我们系统学习.谢谢.
g) 希望给一套油路,电路图以便日后维修,还有易损件的更换方法.
型号 | HH10-22LX | 适用范围 | 建筑*路桥*铁路等 |
电机功率 | 11.0kw | 线速 | 15-20米/每分钟 |
加工误差 | 0.5mm | 打圈直径 | 10-22mm |
重量 | 1500kg | 电压 | 380V 50HZ |
尺寸 | 2550*1530*1050* | 圆圈内径 | 10-70公分 |
平均耗电 | 4kw/h | 误差 | 0.5mm |
螺距 | 5公分(大小可调) | 形状 | 圆形 |
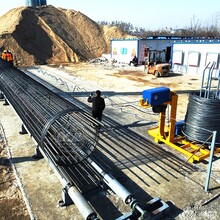
海汇---全称为邢台海汇机床有限责任公司,多年来服务研发,生产钢筋加工设备,制造与营销服务。公司主要产品全自动钢筋弯箍机,板筋弯箍一体机,钢筋笼滚笼机,立式钢筋弯曲中心,螺旋筋成型机,高速钢筋调直机等钢筋加工设备。
全国螺旋筋缠绕机热销信息