






产品别名 |
重型钢筋网排焊机售价,湖南邵阳重型钢筋网排 |
面向地区 |
全国 |
产地 |
其它 |
品牌 |
其它 |
功率 |
其它 |
加工定制 |
是 |
适用对象 |
其它 |
自动化程度 |
半自动 |
今朝煤电联动的调价周期为一年,调剂周期较长。假设煤电占比拟小或许煤炭价格动摇,机制也会起到应有的后果,但现在煤炭价格动摇比拟大年夜,较长的调剂周期使得价格不能及时调剂。他建议煤电联动机制应当延长周期,做到及时、透明、到位。
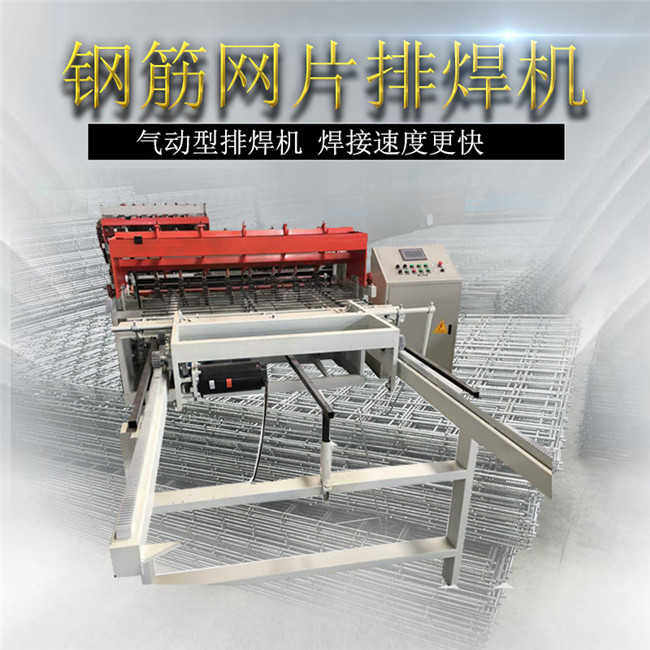
重型钢筋网排焊机湖南邵阳重型钢筋网排焊机售价
钢筋网排焊机,自动进料,网孔大小触摸屏控制,生产,解放人力。
隧道支护网钢筋网排焊机机型性能特点:
1、每组变压器都由单的微电脑控制,次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。
2、此设备采用机械电阻焊接方式,焊接压力均匀,焊点牢固、稳定。
3、焊接电头采用铬锆铜材料制作,使用寿命长,降低生产成本。
4、采用新型数控焊接,可以满足高速连续焊接5mm--8mm钢丝要求,而且没有开焊、漏焊现象。
5、全程操作只需2-3人,大程度上降低了人力成本。
6、采用PLC编程控制,人性化的操作界面,易于操作及掌握。
7、网片规格调整采用数控调节,所有焊接参数、生产数据设定方便、快捷。


钢筋网排焊机设备主要采用机械与电子同步控制技术,分控焊接网格尺寸精度高、网孔可在定范围内任意调整。
用于隧道、桥梁、建筑用网次、高速焊接。
产品简介:
主体机架采用较厚钢板与型钢焊接而成,使主体结构更为牢固、紧凑。纬丝落料机构结构新颖,采用步进电机自动落料,使纬丝放置更加准确。拉网采用了伺服电机拉网装置,使拉网尺寸更加标准、准确。可焊接网格品种多样化。纬向网格调整相关的零部件均为可调整,经向网格调整微电脑控制,可设置不同的网格。
焊接采用新型封闭式水冷焊网变压器,电压调节范围宽。为了适应用户主电力变压器的容量和减小电流冲击,万泽锦达
焊接电力电子控制采用了次焊接分控送电的方法,即在焊接同排纬丝时,将焊接变压器分开工作。焊接电力电子控制系统采用同步控制技术,焊接时间与分控焊接均由数字化集成电路组成,控制精度稳定。电动机作动力为纵线和横线交叉点提供柔性的焊接压力,与国内其它压缩空气作动力的焊接设备相比,焊接平稳、飞溅少、焊接速度提高,初期投资、运行维护费用减少,厂房内噪声小。

隧道钢筋网排焊机操作流程
1、 使用前,检查控制板插头务必与插座插牢;
2、 焊机外壳可靠接地,焊机不得受潮;
3、 根据焊件厚度调整次电压,打开电源开关后指示灯应亮;
4、 踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;
5、 严禁用手触摸触头,以防触电和烫伤;
6、 每单作业结束后,应及时修复光电机头;
7、 每单作业结束后,应检查机头、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;
8、 每单作业结束后,检查电气控制元件,是否有效,如有损坏应及时更换和修复;
9、 机械传动部件损坏当日修复。电控部分与生产厂家联系尽快修复
10、 通电使用时,不允许打开控制箱机壳,更不允许用手随便触摸箱内各部分,以免触电(箱 内有380V的高压)
11、 检查内部接线与控制板接线时,务必切断电源。
12、 不允许用手触摸控制板上的组件,否则会有静电损坏组件的可能。
13、 控制板上的电位器均已调好,请不要乱动。
14、 控制箱要接通冷却水方可使用,而且要冷却水有足够的流量和压力。要定期(每月 次)检查水冷却系统的工作情况,流水需保持通畅且不漏水。
15、 定期(每月次)停电检查箱内各接线。


煤矿支护网排焊机机型性能特点:
1、每组变压器都由单的微电脑控制,次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。
2、此设备采用机械电阻焊接方式,焊接压力均匀,焊点牢固、稳定。
3、焊接电头采用铬锆铜材料制作,使用寿命长,降低生产成本。
4、采用新型数控焊接,可以满足高速连续焊接3.2mm——6.5mm钢丝要求,而且没有开焊、漏焊现象。
5、全程操作只需2-3人,大程度上降低了人力成本。
6、采用PLC编程控制,人性化的操作界面,易于操作及掌握。
7、网片规格调整采用数控调节,所有焊接参数、生产数据设定方便、快捷。
8、如果3.8-8.0煤矿支护网焊网机是加型焊网机,适合用于煤矿巷道加固等措施。
产品性能特点:
每组变压器由单的微电脑控制,次性压紧分控焊接,焊接点均匀,牢固,更加稳定、快捷、更加智能化。
此设备采用机械焊接压力,压力点均匀,无焊接烧伤。
该设备的焊接点由的合金铜质制成,使用寿命长,降低了生产成本。
增强设计的变压器拥有单的,可满足长时间的焊接,没有开焊漏焊的现象。
全程只需要2个人操作,降低人工成本
采用PLC可编程控制器,操作便捷,智能。 煤矿支护网排焊机机型性能特点:
1、每组变压器都由单的微电脑控制,次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。
2、此设备采用机械电阻焊接方式,焊接压力均匀,焊点牢固、稳定。
3、焊接电头采用铬锆铜材料制作,使用寿命长,降低生产成本。
4、采用新型数控焊接,可以满足高速连续焊接3.2mm--6.5mm钢丝要求,而且没有开焊、漏焊现象。
5、全程操作只需2-3人,大程度上降低了人力成本。
6、采用PLC编程控制,人性化的操作界面,易于操作及掌握。
7、网片规格调整采用数控调节,所有焊接参数、生产数据设定方便、快捷。
8、如果3.8-8.0煤矿支护网焊网机是加型焊网机,适合用于煤矿巷道加固等措施。


因此焊接的基起源基础理是采取施加外部能量的方法,促使分别资料的原子接近,构成原子键的联合,在这个同时,又能去除掉落一切阻碍原子键联合的一切外表膜和吸附层,以构成一个优良的焊接接头,实践上我们在焊接技巧里边,经常采取的施加外部能量的方法,是1、加热,把资料加热到融化形状,或许把资料加热到塑性形状,2、加。
近期浏览







