产品别名 |
小导管数控冲孔机小导,直径小导管数控冲孔机 |
面向地区 |
全国 |
产品使用要求:
(1) 空间要求冲孔机能—次安装工件后加工多个表面,因此要求夹具能在空间上各均有可能接近所有持加工表面。此外,围文承夹具的托板有、上托、下沉和等,所以夹具也应不与机床有任何干涉。
(2) 快速重调要求数控加工可通过快速更换加工程序而变换加工对象,为更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位元件的功能。此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以生产效率。
(3) 定位要求工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以能在机床坐标系中实现工件与相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有的坐标尺寸,以在数控加工中定位和安装的要求。
(4)精度要求由于冲孔机具有连续多型面自动加工的特点,所以孔机夹具的要求比一般机床夹具精度与刚度都高,这样可工件在夹具中的定位误差、误差及粗加工中的变形误差。
:139 0343 7982(同)刘丹丹
自动不锈钢冲孔机直线导轨结构简单,安装,方便,而且导轨面较宽,点面,使导轨的承载能力较大,而且直线导轨的钢度好。自动冲孔机直线导轨定位精度高:直线导轨的结构特点可使系数减小,从使驱动力矩减小,运动灵活从而机床反复进行启动,暂停,停止的往复运动。自动冲孔机直线导轨可机床的速度,机械的性能:由于直线导轨的阻力小,量小,可实现数控机床的高速运动,机台的工作效率
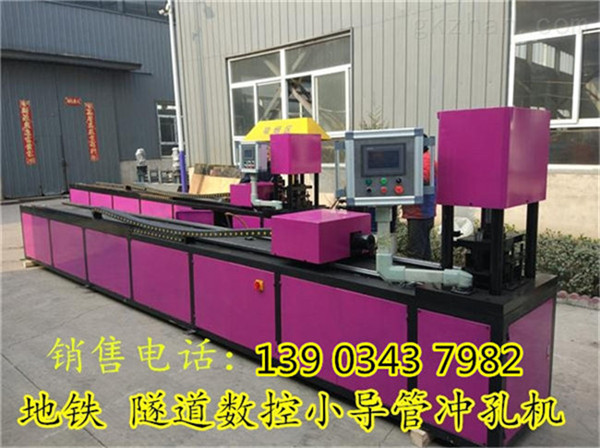
设备概要
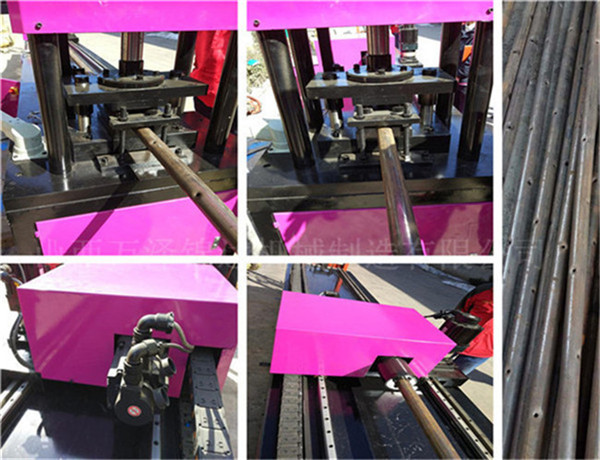
本设备为 6米自动控制移位进给设备可以自动夹持 0-6000mm长的工件按照加工程序自动实现等距、不等距进给,并有导轨导向、精密齿条传动伺服电机驱动。送料机台面配有可调中心高度的圆柱滚轮有效减轻工件在传送中的传送阻力和工件表面不被划伤。 本次设备要求可完成42热轧圆管,厚度3.5mm,孔径6mm、8mm, 后期:根据不同型材打孔要求定制不同规格模具。
管柱水下混凝土应符合下列要求:
1.混凝土强度应设计要求;
2.每一管柱群基础,应至少有5~10%的管柱钻取混凝土芯样进行检查, 钻取深度应至柱底以下不小于0.5m,在混凝土芯样取出后,应立即用水泥砂浆封孔;
3.柱底混凝土与基岩应粘结良好;
4.混凝土芯样外观应良好,名区段取样率一般宜达到90%以上。
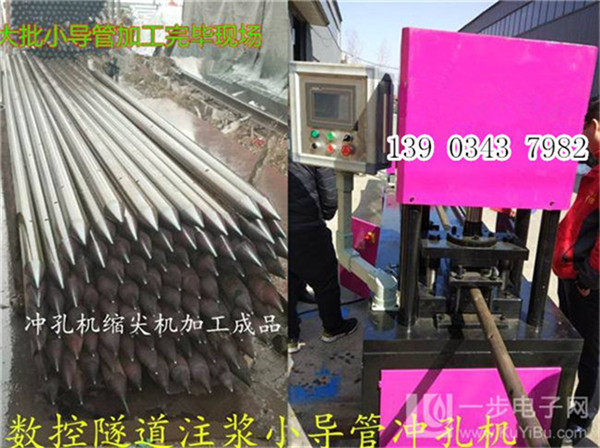
冲孔效果优光滑,圆圌润没有毛茬。冲孔机具有高速成孔、性能、性系数高是普通冲孔设备3-5倍。一般型材厚度为2mm以下,也可定制冲压大于2mm-8mm厚度的型材。可以对圆管、方管、角铁、角钢、槽钢、槽铝、门花、不锈钢、锌版护栏等型材冲压圆孔、方孔、菱形孔、梅花孔等各种形状的孔型。 产品高:径缩压后的工件,直径、圆度、锥形误差均不超过0.03mm。光洁度可达 7以上。

设备工作简介:设备可加工小导管表面的注浆小孔,淘汰采用电焊烧孔的工艺!
冲孔效率
1)每天正常工作八小时一人一机可冲孔20000余孔。
2)冲孔速度:80-120次/分,无需定位,无需划线。
3)孔距精度:±10C。
4)大工件冲孔长度:6M 单次送料长度:1000MM~6000MM。也可根据要求定制非标设备。

注浆小导管冲孔机缩尖机产品简介
用途特点:本设备主要用于型材冲孔,自动将型材冲出符合图纸要求的各种孔,可以冲圆管、方管、角铁、槽钢等各种型材。
应用领域:建筑钢支撑圆管冲孔,吊篮方管冲孔,钢模板角铁冲孔,展示架冲孔,防护栏冲孔等等
送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。
运动控制:采用的PLC控制器,屏操作,简单方便。
寿命:本设备件均为名优配件,基础件加工采用数控加工制作,装配精度高,做大限度设备使用寿命。
采用液压驱动,送料、转角均为伺服控制的数控立体冲孔机型。具有冲孔速度快、,可实现单孔、双孔及多孔冲孔,所有的程序编写及输入均直接在屏界面上进行,操作极为方便、快捷、准确。《可对Φ42 50 60 76 89 108钢花管(小导管)打孔》
1、锚喷支护是,安装锚杆后混凝土,锚杆支护仅指用锚杆支护。现场一般采用喷锚网联合支护或者喷锚支护;
2、小导管支护,指在掌子面用小导管斜上向往未开挖位置施工小导管,一般为3米以上,进行注浆,主要目的是把将开挖的岩层的拱部进行支护,支护完后,再进行开挖的一种措施。

优点:
自动冲孔 自动切割 自动送料一体,采用切割机,无噪音,切割采用夹具加紧,不会抖动出现偏斜现象,可一次性冲多根管材。
产品用途:
该机适用于各种管材,铝型材和PVC塑料大中型型材的冲孔裁断加工,机床功率大,刚性好,特别适用于大批量管材冲孔加工,冲各种型材的圆孔、方孔,异型孔,以及螺丝孔等,并可承担裁断等工艺。
@@
最近来访记录