






产品别名 |
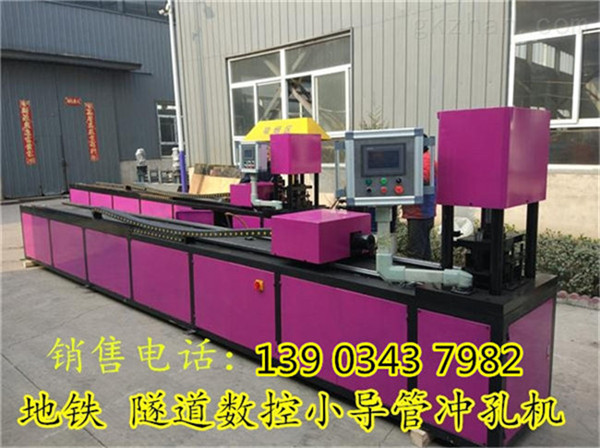
云南楚雄全自动小导管,全自动小导管加工设备 |
面向地区 |
全国 |

优点:
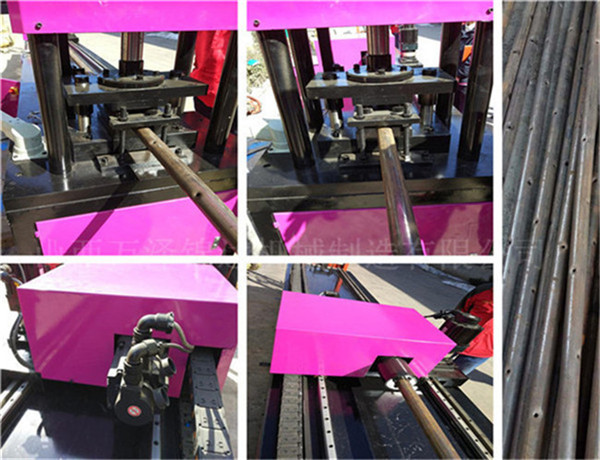
自动冲孔 自动切割 自动送料一体,采用切割机,无噪音,切割采用夹具加紧,不会抖动出现偏斜现象,可一次性冲多根管材。

小导管尖头机,根据使用习惯的不同,也叫做小导管缩减机、锥度管成型机、小导管缩管机等等,所以小导管尖头机和小导管缩尖机的用法是完全一样,带大家全方面认识了解小导管尖头机。
小导管缩尖机用于实现施工中小导管前端缩尖的功能,采用我公司研发的加工工艺,钢管先通过感应加热炉(感应线圈)预加热到一定的温度,随后通过送进机构将钢管送进小导管缩尖机,通过定型压缩模具将钢管缩尖,缩尖效果为前端为闭合的微小球面。
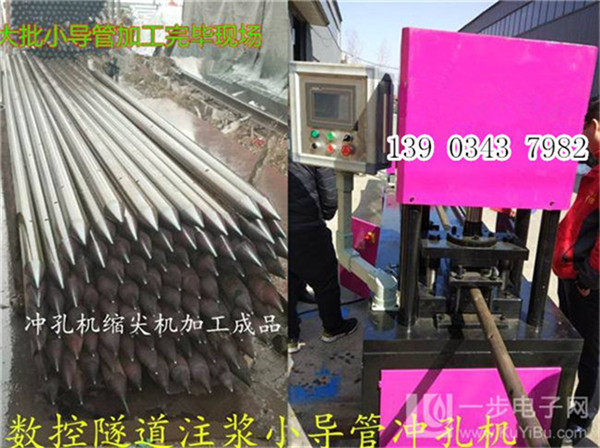
小导管数控钢管冲孔机应用领域:
小导管冲孔,建筑钢支撑圆管冲孔,吊篮方管冲孔,钢模板角铁冲孔,展示架冲孔,防护栏冲孔等等经过多年来产品的不断研发、及客户现场实践应用,钢筋支护网焊网机、型钢冷弯机、剪板冲孔机、数控钢筋调直切断机、钢筋弯曲机等设备不但成为了公司主导产品,在国内高铁施工领域有着**的口碑和度;尤为的是公司自主研发的钢筋支护网焊网机,因其具有生产、操作简便、等优势,在国内外市场均有良好的市场度,市场占有率。
小导管打孔机知识:
每隔50小时应检查液压油的油位,保持油位高度。清洗油箱,当机器工作到至400小时以后,液 压油箱应清洗一次卸下放油螺塞,排空油箱内的液压油,重新装上螺塞,取出空气滤清器 内的滤网清洗后装回,将液压油注满油箱的一半左右,再次排空。然后再清洗加油滤网并放回 原位,装上螺塞,注满液压油。空气滤清器及其滤芯,应经常检查。
机件加工:主要部件均采用进口加工中心加工。
该机型为多油缸设计,夹料带有可360°功能,适用于要求在不同角度、多个面实现冲孔的工件,尤其适合消圌声圌器、空调管等冲孔加工。
对于数控小导管冲孔机,很重要,再好的机械如果不也是不行,那么问题来了,如何数控冲孔机呢,下面和数控小导管冲孔机厂家秦经理一起去看看如何数控冲孔机吧!
1、定期校正数控冲孔机模具位置
2、检查数控冲孔机传送三角带有无重大磨损
3、定期对数控冲孔机各部件螺丝进行加固
4、定期给数控冲孔机点加固

小导管小导管尖头加工机制作
搬运:尖头机适宜采用叉车搬运,并以缩管机底部受力,缩管机严禁倒置。严禁搬抬缩管机头及电机、电器箱部位。
安装:缩管机需水平放置在稳固的地基上,并作接地处理。对钢管接头针对立管延伸的问题进行了研究,为您提供建筑钢管接头---钢管接头,来解决立管延伸问题好的设备会对此两项做控制,而一些低劣的设备是不控制上述两项参数的当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时,将会影响管材的缩管。
较大直径50 mm
较大厚度8 mm
设备功率5.5 KW
设备重量1600 KG
外形尺寸(长*宽*高)毫米1000*1000*1600
6根/分钟×60分钟=360根
1、完全代替人工焊接;
2、定位装置解决钢管和铁管扣压尺寸长短不一的问题;
3、扣压行程重新改进,大大生产效果,日工作效率3000-5000根;
4、体积小,面积少,方便;
5、模具精度高,扣压后不会出现钢管铁管裂痕等现象;
6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)
【小导管数控冲孔机】产品特点
1 小导管注浆是浅埋暗挖支护的一种措施。在软弱、破碎地层中凿空后极易塌孔,且施作锚杆比较困难或者结构断面较大时,应采取小导管支护。小导管支护配合钢拱架使用。在条件允许时,也可在地面进行注浆加固;在有导洞时,也可在导洞内对周边进行径向注浆加固。
2 小导管注浆支护的一般测如下:钢管直径30 - 50mm 钢管长 3 - 5m ,钢管钻设注浆孔间距为 100 - 150 mm ,钢管沿拱的环向布置间距为 300 - 500 mm .钢管沿拱的环向外插角为 10°一 15° ,小导管是受力杆件,因此两排小导管在纵向应有一定搭接长度,钢管沿纵向的搭接长度一般不小于1m .
导管安装前应将工作面封闭严密、牢固,清理干净,并测放出钻设位置后方可施工.
3 采用小导管加固时,为工作面和掘进,应确保小导管安装位置正确和足够的有效长度,严格控制好小导管的钻设角度。用作小导管的钢管钻有注浆孔,以便向土体进行注浆加固,也有利于小导管自身刚度和强度。
4 小导管注浆宜采用水泥浆或水泥砂浆。浆液充满例借及周围空隙,注浆量和注浆压力应由试验确定。
@@
最近来访记录







